






products
Contacts: Li Sheng
Telephoneпјҡ18150992829
Faxпјҡ0595-88056969
Address: Jinjiang Cizao Fujian city of Quanzhou Province east slope money 205205
products
Contact us

|
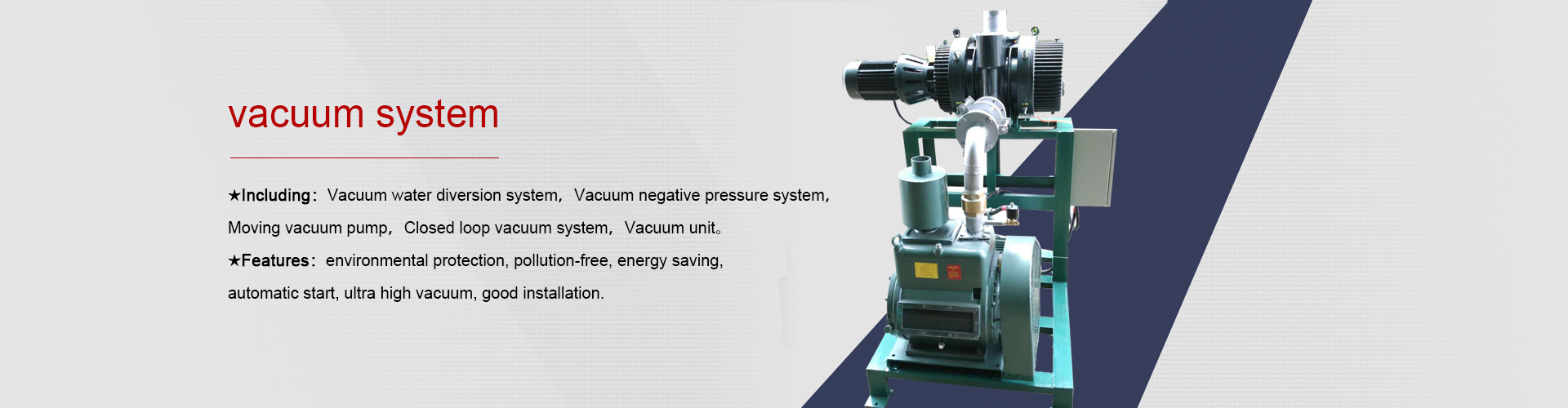
Features: the composite tank structure is used to filter the solid material in the air flow, protect the pump body from damage and maintain the stability of the pressure. The system is equipped with a step-down starting device to protect the smooth running of the equipment.
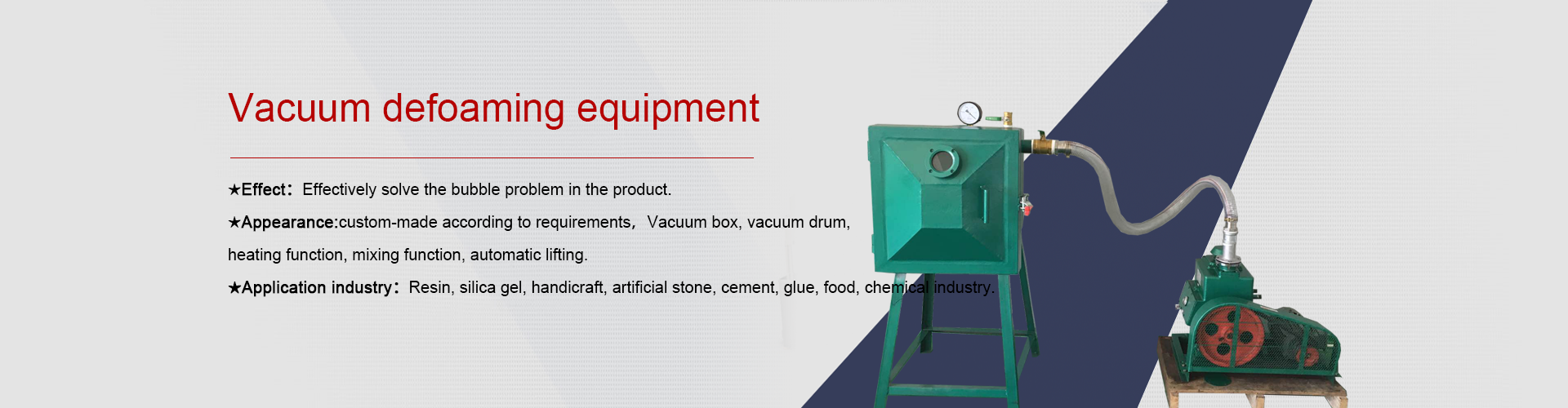
Function: it to Vibration compaction of Molding sand have secondary compaction effect, improving the static friction force between the sand,The Dry sand is formed under the action of atmospheric pressure, and the gas produced during the vaporization of the foam model is sucked away.
Avoid casting pore; Increase the flow rate of molten iron, accelerate the speed, and greatly improve the qualified rate of casting.
Ensure smooth and orderly pouring.
дёҖ;пјҡLost Foam Process vacuum equipment.
ж¶ҲеӨұжЁЎй“ёйҖ зҡ„жөҮжіЁиҝҮзЁӢжҳҜеңЁиҙҹеҺӢжҠҪзңҹз©әзҡ„зҠ¶жҖҒдёӢиҝӣиЎҢзҡ„пјҢд»–зҡ„дё»иҰҒеҠҹиғҪпјҡе®ғеҜ№жҢҜеҠЁзҙ§е®һзҡ„еһӢз ӮжңүдәҢж¬Ўзҙ§е®һдҪңз”ЁпјҢжҸҗй«ҳз ӮзІ’й—ҙзҡ„йқҷж‘©ж“ҰеҠӣпјҢдҪҝе№Із ӮеңЁеӨ§ж°”еҺӢеҠӣдҪңз”ЁдёӢе®ҡеһӢпјҢеҗҢж—¶е°ҶжіЎжІ«жЁЎеһӢж°”еҢ–иҝҮзЁӢдёӯдә§з”ҹзҡ„ж°”дҪ“еҗёиө°пјҢйҒҝе…Қ铸件дә§з”ҹж°”еӯ”пјӣеўһеҠ й“Ғж°ҙзҡ„жөҒеҠЁйҖҹеәҰпјҢеҠ йҖҹеҶІеһӢпјҢеӨ§еӨ§жҸҗй«ҳ铸件зҡ„еҗҲж јзҺҮпјҢдҝқиҜҒжөҮжіЁйЎәеҲ©жңүеәҸиҝӣиЎҢгҖӮ
гҖҖгҖҖ2гҖҒдё»иҰҒеҠҹиғҪеҸҠдјҳеҠҝ
гҖҖгҖҖв‘ йҮҮз”ЁеӨҚеҗҲзҪҗз»“жһ„пјҢжңүеҲ©дәҺиҝҮж»Өж°”жөҒдёӯзҡ„еӣәдҪ“зү©иҙЁпјҢдҝқжҠӨжіөдҪ“дёҚеҸ—жҚҹеқҸпјҢеҗҢж—¶иғҪеӨҹеҫҲеҘҪзҡ„з»ҙжҠӨеҺӢеҠӣзҡ„зЁіе®ҡгҖӮ
гҖҖгҖҖв‘Ўзі»з»ҹй…ҚжңүйҷҚеҺӢеҗҜеҠЁиЈ…зҪ®пјҢдҝқжҠӨи®ҫеӨҮзҡ„е№ізЁіиҝҗиЎҢгҖӮ
дәҢпјҡLost Foam Process vacuum equipment.жіЁж„ҸдәӢ
еңЁйҖүз”Ёзңҹз©әжҠҪж°”зі»з»ҹж—¶пјҢйҰ–е…ҲиҰҒзЎ®е®ҡзңҹз©әжіөзҡ„е®№йҮҸпјҢдё»иҰҒиҖғиҷ‘д»ҘдёӢеӣ зҙ пјҡ
1гҖҒйңҖеҗҢж—¶еңЁзңҹз©әдёӢе·ҘдҪңзҡ„з Ӯз®ұзҡ„е°әеҜёе’Ңж•°йҮҸпјӣ
2гҖҒеҗҢж—¶жөҮжіЁзҡ„й“ёеһӢзҡ„ж•°йҮҸпјӣ
3гҖҒжөҮжіЁзҡ„е°әеҜёе’ҢеҪўзҠ¶пјӣ
4гҖҒзҙ§йқ и–„иҶңзҡ„й“ёеһӢиЎЁйқўзҡ„йҖҸж°”жҖ§пјҢе®ғжҺ§еҲ¶зқҖйҖҡиҝҮеЎ‘ж–ҷи–„иҶңдёҠзҡ„иЈӮеҸЈиҖҢиҝӣе…Ҙй“ёеһӢзҡ„з©әж°”йҮҸпјҢеӣ иҖҢеңЁжөҮжіЁж—¶пјҢй“ёеһӢж¶Ӯж–ҷжңүеҠ©дәҺжҸҗдҫӣдёҖдёӘвҖңиҫ…еҠ©еҜҶе°ҒеұӮвҖқгҖӮ
дёүпјҡLost Foam Process vacuum equipment.з»“жһ„еҸҠз”ЁйҖ”з»“жһ„еӣҫ
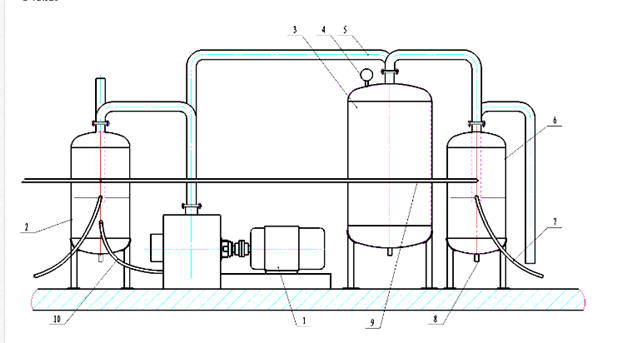
зңҹз©әзі»з»ҹдё»иҰҒжңүзңҹз©әжіө1(жҹҘзңӢе®һзү©еӣҫ)гҖҒе°ҫж°”еӨ„зҗҶзҪҗ2(жҹҘзңӢе®һзү©еӣҫ)гҖҒзј“еҶІзҪҗ3(жҹҘзңӢе®һзү©еӣҫ)гҖҒиҙҹеҺӢиЎЁ4гҖҒиҝһжҺҘз®Ў5гҖҒж°ҙжөҙзҪҗ6гҖҒжҺ’ж°ҙз®Ў7гҖҒзҗғйҳҖ8гҖҒиҝӣж°ҙз®Ў9гҖҒзңҹз©әжіөиҝӣж°ҙз®Ў10гҖҒзңҹз©әеҲҶй…ҚеҷЁ(жҹҘзңӢе®һзү©еӣҫ)зӯүз»„жҲҗ
зңҹз©әеҲҶй…ҚеҷЁйҖҡиҝҮй«ҳжё©ж©Ўиғ¶иҪҜз®ЎжҺҘйҖҡиҙҹеҺӢз Ӯз®ұпјҢдҪҝз Ӯз®ұеҶ…зҡ„еһӢз Ӯзҙ§е®һпјҢжқҘе®һзҺ°еңЁзЁіе®ҡзҡ„иҙҹеҺӢеңәдёӢе®ҢжҲҗж¶ІдҪ“зҡ„жөҮй“ёгҖӮ
ж №жҚ®з”ЁжҲ·е®һйҷ…规模зҡ„еӨ§е°ҸпјҢе…ұејҖеҸ‘еҮәеӣӣз§Қи§„ж јзҡ„иҙҹеҺӢзі»з»ҹгҖӮжӯӨи®ҫеӨҮеҚ ең°йқўз§Ҝе°ҸпјҢе®үиЈ…ж–№дҫҝпјҢеҗҢж—¶е…·еӨҮзЁіеҺӢгҖҒж»Өж°”гҖҒйҷӨе°ҳгҖҒзңҹз©әзӮ№зҡ„еҲҶй…ҚзӯүеҠҹиғҪгҖӮ
еӣӣпјҡLost Foam Process vacuum equipment.е·ҘиүәиҝҮзЁӢпјҡ
Vжі•й“ёйҖ е’Ңж¶ҲеӨұжЁЎй“ёйҖ дәҰз§°иҙҹеҺӢй“ёйҖ пјҢеӣ еҸ–иӢұж–ҮVacuumпјҲзңҹз©әпјүдёҖиҜҚзҡ„еӯ—еӨҙвҖңVвҖқиҖҢеҫ—еҗҚгҖӮе®ғеҢәеҲ«дәҺдј з»ҹз Ӯй“ёдёҚз”ЁзІҳеҗҲеүӮпјҢVжі•й“ёйҖ жҳҜеҲ©з”ЁеЎ‘ж–ҷи–„иҶңеҜҶе°Ғз Ӯз®ұпјҢйқ зңҹз©әжҠҪж°”зі»з»ҹжҠҪеҮәеһӢеҶ…з©әж°”пјҢй“ёеһӢеҶ…еӨ–жңүеҺӢеҠӣе·®пјҢдҪҝе№Із ӮеҜҶе®һпјҢеҪўжҲҗдёҖз§ҚжүҖйңҖеһӢи…”пјҢз»ҸдёӢиҠҜгҖҒе’Ңз®ұгҖҒжөҮжіЁжҠҪзңҹз©әдҪҝ铸件еҮқеӣәпјҢи§ЈйҷӨиҙҹеҺӢпјҢеһӢз ӮйҡҸд№Ӣжәғж•ЈиҖҢиҺ·еҫ—铸件гҖӮ
Vжі•й“ёйҖ и®ҫеӨҮе’Ңж¶ҲеӨұжЁЎй“ёйҖ и®ҫеӨҮдёҺдј з»ҹз Ӯй“ёзӣёжҜ”пјҢе…·жңүд»ҘдёӢдјҳзӮ№пјҡе…¶дёҖеӣ е…¶йҮҮз”ЁиҙҹеҺӢжөҮ注铸件з Ӯзңјж°”еӯ”е°‘гҖҒдә§е“ҒеҜҶе®һеәҰй«ҳгҖҒиЎЁйқўе…үжҙҒгҖҒиҪ®е»“жё…жҷ°гҖҒе°әеҜёеҮҶзЎ®гҖӮе…¶дәҢиҠӮиғҪй«ҳж•Ҳжё…жҙҒз”ҹдә§гҖӮйҮҮз”ЁVжі•е’Ңж¶ҲеӨұжЁЎжҠҖжңҜиғҪдҪҝе№Із ӮеҸҚеӨҚеҲ©з”ЁпјҢдёҚз”ЁзғҳеһӢпјҢиҖ—з…ӨиҖ—з”өеҮҸе°‘пјҢжӣҙжңүж•Ҳзҡ„иҠӮзәҰеҠіеҠЁеҠӣе’ҢжһҒеӨ§йҷҚдҪҺеҠіеҠЁејәеәҰпјҢеңЁжөҮжіЁиҝҮзЁӢдёӯжңүе®іж°”дҪ“е°‘пјҢзңҹжӯЈе®һзҺ°зҺҜдҝқз”ҹдә§гҖӮ
дә”пјҡVжі•й“ёйҖ е·Ҙиүәпјҡ
1.еҲ¶йҖ еёҰжңүжҠҪж°”з®ұе’ҢжҠҪж°”еӯ”еһӢжқҝгҖӮ
2.е°ҶзғҳзғӨе‘ҲеЎ‘жҖ§зҠ¶жҖҒзҡ„еЎ‘ж–ҷи–„иҶңиҰҶзӣ–еңЁеһӢжқҝдёҠеҠ зғӯжё©еәҰдёҖиҲ¬еңЁ80в„ғ-120в„ғд№Ӣй—ҙгҖҒзңҹз©әжіөжҠҪж°”дҪҝи–„иҶңеҜҶиҙҙеңЁеһӢжқҝдёҠжҲҗеһӢгҖӮ
3.е°ҶеёҰжңүиҝҮж»ӨжҠҪж°”з®Ўзҡ„з Ӯз®ұж”ҫеңЁе·ІиҰҶеҘҪеЎ‘ж–ҷи–„иҶңзҡ„жЁЎжқҝдёҠгҖӮ
4.еҗ‘з Ӯз®ұеҶ…е……еЎ«жІЎжңүзІҳз»“еүӮдёҺйҷ„еҠ зү©зІ’еәҰдёә100-200зӣ®зҡ„е№ІзҹіиӢұз ӮпјҢеҖҹеҫ®йңҮдҪҝз Ӯзҙ§е®һпјҢеҲ®е№іпјҢж”ҫдёҠеҜҶе°Ғи–„иҶңгҖҒжү“ејҖйҳҖй—ЁжҠҪеҺ»еһӢз ӮеҶ…з©әж°”пјҢдҪҝй“ёеһӢеҶ…еӨ–еӯҳеңЁеҺӢеҠӣе·®(зәҰ300~400mmHg)гҖӮз”ұдәҺеҺӢеҠӣе·®зҡ„дҪңз”ЁдҪҝй“ёеһӢжҲҗеһӢ并具жңүиҫғй«ҳзҡ„зЎ¬еәҰпјҢж№ҝеһӢзЎ¬еәҰи®ЎиҜ»ж•°еҸҜиҫҫ95е·ҰеҸігҖӮ
5.и§ЈйҷӨжЁЎжқҝеҶ…зҡ„зңҹз©әпјҢ然еҗҺиҝӣиЎҢжӢ”жЁЎгҖӮй“ёеһӢиҰҒ继з»ӯжҠҪзңҹз©әзӣҙеҲ°жөҮжіЁзҡ„铸件еҮқеӣәдёәжӯўгҖӮдҫқдёҠжі•еҲ¶дёӢеһӢ
6.дёӢиҠҜгҖҒеҗҲз®ұгҖҒжөҮжіЁгҖӮ
7.еҫ…йҮ‘еұһеҮқеӣәеҗҺпјҢеҒңжӯўеҜ№й“ёеһӢжҠҪж°”пјҢеһӢеҶ…еҺӢеҠӣжҺҘиҝ‘еӨ§ж°”еҺӢж—¶пјҢй“ёеһӢе°ұиҮӘиЎҢжәғж•ЈгҖӮ
е…ӯгҖҒLost Foam Process vacuum equipment.е·ҘдҪңеҺҹзҗҶ
ж°ҙзҺҜејҸзңҹз©әжіөжҠҪеҗёиҙҹеҺӢз Ӯз®ұдёӯзҡ„з©әж°”е’Ңе…¶е®ғж°”дҪ“пјҢдҪҝз Ӯз®ұеҶ…зҡ„еһӢз Ӯзҙ§е®һпјҢжқҘе®һзҺ°еңЁзЁіе®ҡзҡ„иҙҹеҺӢеңәдёӢе®ҢжҲҗж¶ІдҪ“зҡ„жөҮжіЁгҖӮиў«жҠҪеҗёеҮәзҡ„ж°”дҪ“йҰ–е…Ҳиҝӣе…Ҙж°ҙжөҙзҪҗпјҢеңЁж°ҙжөҙзҪҗеҶ…йҷӨеҺ»иғҪиў«ж°ҙеҗёйҷ„зҡ„ж°”дҪ“гҖҒзҒ°е°ҳеҸҠжқӮиҙЁпјҢиҖҢеҗҺиҝӣе…Ҙзј“еҶІзҪҗпјҢж°”дҪ“еҺӢеҠӣеҫ—д»Ҙзј“еҶІпјҢеҫ—еҲ°зӣёеҜ№зЁіе®ҡзҡ„ж°”жөҒгҖӮз»Ҹж°ҙзҺҜејҸзңҹз©әжіөиҝӣе…Ҙе°ҫж°”еӨ„зҗҶзҪҗпјҢж°”дҪ“еңЁе°ҫж°”еӨ„зҗҶзҪҗеҶ…иҝӣдёҖжӯҘеҫ—еҲ°еҮҖеҢ–пјҢеҗҺжҺ’е…ҘеӨ§ж°”гҖӮиў«еҗёйҷ„еӨ„зҗҶзҡ„жқӮиҙЁеҸҠж°”дҪ“з»ҸжҺ’ж°”з®Ўе’ҢзҗғйҳҖеңЁеҫӘзҺҜж°ҙзҡ„дҪңз”ЁдёӢжҺ’еҮәзҪҗдҪ“гҖӮ
дёғгҖҒLost Foam Process vacuum equipment.зҡ„е®үиЈ…
1гҖҒж°ҙзҺҜејҸзңҹз©әжіөзҡ„е®үиЈ…
ж°ҙзҺҜејҸзңҹз©әжіөзҡ„е®үиЈ…пјҡзңҹз©әжіөеңЁе®үиЈ…еүҚпјҢз”ЁжүӢиҪ¬еҠЁиҒ”иҪҙеҷЁпјҢдҝқиҜҒжіөеҶ…жІЎжңүеҚЎдҪҸе’Ңе…¶е®ғжҚҹеқҸзҺ°иұЎгҖӮж•ҙеҘ—и®ҫеӨҮиҝҗжҠөе®үиЈ…ең°зӮ№ж—¶пјҢеҰӮжһңеҢ…иЈ…е·ІжҚҹеқҸжҲ–еҸ—жҪ®пјҢд»ҘеҸҠжіөе·Із»ҸеҮәеҺӮе…«дёӘжңҲд»ҘдёҠж—¶пјҢеә”еңЁе®үиЈ…еүҚе…ЁйғЁжӢҶејҖжЈҖжҹҘгҖӮз»ҸжЈҖжҹҘж— ејӮеёёе№ізЁіең°ж”ҫзҪ®еңЁйў„е…Ҳи®ҫе®ҡзҡ„ең°еҹәдёҠпјҢз”Ёең°и„ҡиһәж “еӣәе®ҡзүўеӣәгҖӮ
з”өеҠЁжңәдёҺжіөиҪҙпјҢеҚідҪҝжңүжһҒе°Ҹзҡ„еҖҫж–ңпјҢд№ҹдјҡеј•иө·иҪҙжүҝеҸ‘зғӯе’Ңйӣ¶д»¶иҝҮж—©зЈЁжҚҹзӯүдёҘйҮҚеҗҺжһңпјҢеҰӮжһңе®үиЈ…жӯЈзЎ®пјҢз”ЁеҗҺеҚіиғҪиҪ»жқҫең°иҪ¬еҠЁжіөиҪҙгҖӮ
еңЁжіөзҡ„иҝӣж°”еҸЈеә”е®үиЈ…иҝҮж»ӨиЈ…зҪ®пјҢд»ҘйҳІејӮзү©иҝӣе…Ҙжіөи…”еҶ…гҖӮ
2гҖҒе°ҫж°”еӨ„зҗҶзҪҗгҖҒзј“еҶІзҪҗгҖҒж°ҙжөҙзҪҗж №жҚ®еӨ–еҪўеӣҫе®үиЈ…еңЁең°еҹәдёҠ
еҰӮжһңеҝ…йЎ»ж”№еҸҳе®үиЈ…дҪҚзҪ®ж—¶пјҢеә”жіЁж„ҸиҒ”жҺҘз®Ўи·ҜдёҚе®ңиҝҮй•ҝпјҢиҪ¬ејҜдёҚе®ңиҝҮжҖҘпјҢеҗҰеҲҷж°ҙе’Ңж°”еңЁз®Ўи·Ҝдёӯзҡ„жөҒеҠЁжҚҹеӨұеҝ…е°ҶеўһеҠ пјҢд»ҺиҖҢеўһеҠ дәҶжіөжҺ’ж°”з«Ҝзҡ„еҺӢеҠӣпјҢиҝҷж ·е°ұйҷҚдҪҺдәҶж°”йҮҸе’Ңзңҹз©әеәҰпјҢеўһеҠ дәҶеҠҹзҺҮж¶ҲиҖ—гҖӮеёҰжңүйҳҖй—Ёзҡ„з®Ўи·Ҝ10жҠҠжіөе’Ңе°ҫж°”еӨ„зҗҶзҪҗзӣёиҝһжҺҘпјҢеҸҜд»ҘдҪҝе·ҘдҪңж¶ІеҫӘзҺҜдҪҝз”ЁгҖӮе°ҫж°”еӨ„зҗҶзҪҗдёҠе®үиЈ…жңүдҫӣж°ҙз®Ўи·ҜпјҢдҫӣж°ҙйҮҸйҖҡиҝҮйҳҖиҝӣиЎҢи°ғиҠӮгҖӮ
еңЁзңҹз©әеҲҶй…ҚеҷЁз®Ўи·ҜдёҠе®үиЈ…йҳҖй—ЁиҝӣиЎҢжҺ§еҲ¶пјҢд»ҘдҫҝеңЁеҒңиҪҰж—¶пјҢйҳІжӯўжіөеҶ…е·ҘдҪңж¶Іеӣ зі»з»ҹзҡ„зңҹз©әеҗёеҠӣпјҢеӣһжөҒеҲ°зі»з»ҹгҖӮ
3гҖҒи°ғиҠӮз»“жһ„
SKзі»еҲ—ж°ҙзҺҜејҸзңҹз©әжіөжҳҜйҖҡиҝҮиЈ…еңЁиҝӣж°”з®ЎеңЁзңҹз©әеҲҶй…ҚеҷЁз®Ўи·ҜдёҠзҡ„йҳҖй—ЁжқҘи°ғж•ҙзңҹз©әеәҰе’Ңж°”йҮҸгҖӮеҸҜжҢүиҙҹеҺӢз Ӯз®ұй“ёйҖ иҰҒжұӮзҡ„зңҹз©әеәҰи°ғиҠӮйҳҖй—ЁжқҘи°ғиҠӮзңҹз©әеәҰгҖӮ
е…«пјҡLost Foam Process vacuum equipment.еҗҜеҠЁдёҺеҒңиҪҰ
1гҖҒеҗҜеҠЁпјҡ
й•ҝжңҹеҒңиҪҰзҡ„з ӮеңЁејҖеҠЁд»ҘеүҚпјҢеҝ…йЎ»з”ЁжүӢиҪ¬еҠЁж•°е‘ЁпјҢдҝқиҜҒжіөеҶ…жІЎжңүеҚЎдҪҸжҲ–е…¶е®ғжҚҹеқҸзҺ°иұЎгҖӮ
еҗҜеҠЁжҢүд»ҘдёӢйЎәеәҸиҝӣиЎҢпјҡ
пјҲ1пјүе…ій—ӯзңҹз©әеҲҶй…ҚеҷЁз®Ўи·ҜдёҠзҡ„йҳҖй—Ё
пјҲ2пјүеҗҜеҠЁз”өеҠЁжңәпјҲз”өжңәзҡ„иҪ¬еҗ‘еҝ…йЎ»жӯЈзЎ®пјү
пјҲ3пјүжү“ејҖдҫӣж°ҙз®Ўи·ҜдёҠзҡ„йҳҖй—ЁпјҢеҗ‘жіөеҶ…дҫӣж°ҙиҮіз¬ҰеҗҲ规е®ҡиҰҒжұӮдёәжӯўгҖӮ
пјҲ4пјүеҪ“жіөиҫҫеҲ°жһҒйҷҗзңҹз©әжҲ–жңҖеӨ§еҺӢеҠӣж—¶пјҢжү“ејҖзңҹз©әеҲҶй…ҚеҷЁз®Ўи·ҜдёҠзҡ„йҳҖй—ЁпјҢжіөејҖе§ӢжӯЈеёёе·ҘдҪңгҖӮ
пјҲ5пјүи°ғж•ҙеЎ«ж–ҷеҺӢзӣ–пјҢеҪ“ж°ҙжҲҗж»ҙеҫҖеӨ–ж»ҙдёәжңҖдҪігҖӮ
пјҲ6пјүйҖҡиҝҮйҳҖй—ЁжқҘи°ғж•ҙжіөзҡ„дҫӣж°ҙйҮҸпјҢдҝқиҜҒжіөеңЁиҰҒжұӮзҡ„жҠҖжңҜжқЎд»¶дёӢиҝҗиҪ¬пјҢдҪҝеҠҹзҺҮж¶ҲиҖ—жңҖе°ҸпјҢиҫҫеҲ°жҖ§иғҪжҢҮж ҮпјҢж»Ўи¶іе·ҘдҪңиҰҒжұӮгҖӮ
пјҲ7пјүи°ғж•ҙдҫӣз»ҷе°ҫж°”еӨ„зҗҶзҪҗе’Ңж°ҙжөҙзҪҗзҡ„ж°ҙйҮҸпјҢд»Ҙдҫҝз”ЁжңҖе°Ҹзҡ„иҖ—ж°ҙйҮҸпјҢдҝқиҜҒжіөжүҖиҰҒжұӮзҡ„жҠҖжңҜ规иҢғгҖӮ
пјҲ8пјүеҪ“жіөеңЁжһҒйҷҗеҺӢеҠӣдёӢе·ҘдҪңж—¶пјҢжіөеҶ…еҸҜиғҪз”ұдәҺзү©зҗҶдҪңз”ЁеҸ‘з”ҹзҲҶзӮёж—¶пјҢдҪҶеҠҹзҺҮж¶ҲиҖ—并дёҚеўһеӨ§пјҢеҸҜе°Ҷиҝӣж°”з®Ўи·ҜдёҠзҡ„йҳҖй—Ёжү“ејҖпјҢдҪҝд№Ӣиҝӣе…Ҙе°‘йҮҸж°”дҪ“пјҢзҲҶзӮёеЈ°йҡҸеҚіж¶ҲеӨұгҖӮеҰӮжһңзҲҶзӮёеЈ°е№¶дёҚж¶ҲеӨұпјҢдё”еҠҹзҺҮж¶ҲиҖ—еўһеӨ§пјҢеҲҷиЎЁжҳҺжіөе·ІеҸ‘з”ҹж•…йҡңпјҢеә”еҒңиҪҰжЈҖжҹҘгҖӮ
2гҖҒеҒңиҪҰпјҡ
еҒңиҪҰжҢүд»ҘдёӢйЎәеәҸиҝӣиЎҢпјҡ
пјҲ1пјүе…ій—ӯиҝӣж°”з®ЎдёҠзҡ„йҳҖй—ЁгҖӮ
пјҲ2пјүе…ій—ӯдҫӣж°ҙйҳҖй—ЁпјҢеҒңжӯўеҗ‘жіөеҶ…дҫӣж°ҙгҖӮ
пјҲ3пјүе…ій—ӯз”өеҠЁжңәгҖӮ
пјҲ4пјүе…ій—ӯиЎҘж°ҙйҳҖй—ЁгҖӮ
пјҲ5пјүеҰӮжһңеҒңиҪҰж—¶й—ҙи¶…иҝҮдёҖеӨ©пјҢеҝ…йЎ»е°ҶжіөеҸҠзҪҗдҪ“еҶ…зҡ„ж°ҙжҺ’з©әгҖӮ
жіЁж„ҸпјҡеҶ¬еӯЈж—¶пјҢжҜҸж¬Ўй•ҝжңҹеҒңиҪҰйғҪеҝ…йЎ»жҺ’з©әе·ҘдҪңж¶ІпјҢд»ҘйҳІеҶ»иЈӮи®ҫеӨҮгҖӮ
е…ӯгҖҒз»ҙжҠӨ
1гҖҒз»ҸеёёжЈҖжҹҘиҪҙжүҝзҡ„е·ҘдҪңе’Ңж¶Ұж»‘зҠ¶еҶөгҖӮ
2гҖҒиҪҙжүҝеңЁжӯЈеёёе·ҘдҪңзҠ¶жҖҒдёӢжҜ”е‘Ёеӣҙжё©еәҰй«ҳ15~20в„ғв„ғгҖӮжңҖй«ҳдёҚе…Ғи®ёи¶…иҝҮ55~60в„ғпјҢиҪҙжүҝжҜҸе№ҙеә”иЈ…жІ№3~4ж¬ЎпјҢ并иҮіе°‘жё…жҙ—дёҖж¬ЎпјҢжӣҙжҚўж¶Ұж»‘жІ№гҖӮ
 Follow the official WeChat
Follow the official WeChat