 设为首页
设为首页 加入收藏
加入收藏 联系我们
联系我们





产品展示
泉州市晶茂真空设备有限公司
联系人:李先生
电话:18150992829
电话传真:0595-88056969
地址:福建省泉州市晋江磁灶钱坡东路205
产品分类
联系我们

|
特点:采用复合罐结构,有利于过滤气流中的固体物质,保护泵体不受损坏,同时能够很好的维护压力的稳定。系统配有降压启动装置,保护设备的平稳运行。
功能:它对振动紧实的型砂有二次紧实作用,提高砂粒间的静摩擦力,
使干砂在大气压力作用下定型,同时将泡沫模型气化过程中产生的气体吸走,
避免铸件产生气孔;增加铁水的流动速度,加速冲型,大大提高铸件的合格率,
保证浇注顺利有序进行
一;:消失模铸造真空设备介绍
消失模铸造的浇注过程是在负压抽真空的状态下进行的,他的主要功能:它对振动紧实的型砂有二次紧实作用,提高砂粒间的静摩擦力,使干砂在大气压力作用下定型,同时将泡沫模型气化过程中产生的气体吸走,避免铸件产生气孔;增加铁水的流动速度,加速冲型,大大提高铸件的合格率,保证浇注顺利有序进行。
2、主要功能及优势
①采用复合罐结构,有利于过滤气流中的固体物质,保护泵体不受损坏,同时能够很好的维护压力的稳定。
②系统配有降压启动装置,保护设备的平稳运行。
二:消失模铸造真空设备注意事
在选用真空抽气系统时,首先要确定真空泵的容量,主要考虑以下因素:
1、需同时在真空下工作的砂箱的尺寸和数量;
2、同时浇注的铸型的数量;
3、浇注的尺寸和形状;
4、紧靠薄膜的铸型表面的透气性,它控制着通过塑料薄膜上的裂口而进入铸型的空气量,因而在浇注时,铸型涂料有助于提供一个“辅助密封层”。
三:消失模铸造真空设备结构及用途结构图
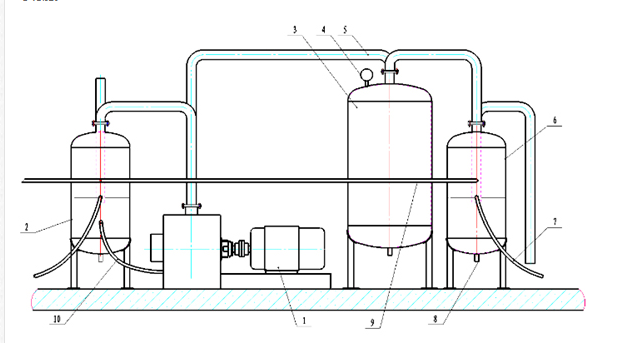
真空系统主要有真空泵1(查看实物图)、尾气处理罐2(查看实物图)、缓冲罐3(查看实物图)、负压表4、连接管5、水浴罐6、排水管7、球阀8、进水管9、真空泵进水管10、真空分配器(查看实物图)等组成
真空分配器通过高温橡胶软管接通负压砂箱,使砂箱内的型砂紧实,来实现在稳定的负压场下完成液体的浇铸。
根据用户实际规模的大小,共开发出四种规格的负压系统。此设备占地面积小,安装方便,同时具备稳压、滤气、除尘、真空点的分配等功能。
四:V法铸造、消失模铸造工艺过程:
V法铸造和消失模铸造亦称负压铸造,因取英文Vacuum(真空)一词的字头“V”而得名。它区别于传统砂铸不用粘合剂,V法铸造是利用塑料薄膜密封砂箱,靠真空抽气系统抽出型内空气,铸型内外有压力差,使干砂密实,形成一种所需型腔,经下芯、和箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而获得铸件。
V法铸造设备和消失模铸造设备与传统砂铸相比,具有以下优点:其一因其采用负压浇注铸件砂眼气孔少、产品密实度高、表面光洁、轮廓清晰、尺寸准确。其二节能高效清洁生产。采用V法和消失模技术能使干砂反复利用,不用烘型,耗煤耗电减少,更有效的节约劳动力和极大降低劳动强度,在浇注过程中有害气体少,真正实现环保生产。
五:V法铸造工艺:
1.制造带有抽气箱和抽气孔型板。
2.将烘烤呈塑性状态的塑料薄膜覆盖在型板上加热温度一般在80℃-120℃之间、真空泵抽气使薄膜密贴在型板上成型。
3.将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上。
4.向砂箱内充填没有粘结剂与附加物粒度为100-200目的干石英砂,借微震使砂紧实,刮平,放上密封薄膜、打开阀门抽去型砂内空气,使铸型内外存在压力差(约300~400mmHg)。由于压力差的作用使铸型成型并具有较高的硬度,湿型硬度计读数可达95左右。
5.解除模板内的真空,然后进行拔模。铸型要继续抽真空直到浇注的铸件凝固为止。依上法制下型
6.下芯、合箱、浇注。
7.待金属凝固后,停止对铸型抽气,型内压力接近大气压时,铸型就自行溃散。
六、消失模铸造真空设备工作原理
水环式真空泵抽吸负压砂箱中的空气和其它气体,使砂箱内的型砂紧实,来实现在稳定的负压场下完成液体的浇注。被抽吸出的气体首先进入水浴罐,在水浴罐内除去能被水吸附的气体、灰尘及杂质,而后进入缓冲罐,气体压力得以缓冲,得到相对稳定的气流。经水环式真空泵进入尾气处理罐,气体在尾气处理罐内进一步得到净化,后排入大气。被吸附处理的杂质及气体经排气管和球阀在循环水的作用下排出罐体。
七、消失模铸造真空设备设备的安装
1、水环式真空泵的安装
水环式真空泵的安装:真空泵在安装前,用手转动联轴器,保证泵内没有卡住和其它损坏现象。整套设备运抵安装地点时,如果包装已损坏或受潮,以及泵已经出厂八个月以上时,应在安装前全部拆开检查。经检查无异常平稳地放置在预先设定的地基上,用地脚螺栓固定牢固。
电动机与泵轴,即使有极小的倾斜,也会引起轴承发热和零件过早磨损等严重后果,如果安装正确,用后即能轻松地转动泵轴。
在泵的进气口应安装过滤装置,以防异物进入泵腔内。
2、尾气处理罐、缓冲罐、水浴罐根据外形图安装在地基上
如果必须改变安装位置时,应注意联接管路不宜过长,转弯不宜过急,否则水和气在管路中的流动损失必将增加,从而增加了泵排气端的压力,这样就降低了气量和真空度,增加了功率消耗。带有阀门的管路10把泵和尾气处理罐相连接,可以使工作液循环使用。尾气处理罐上安装有供水管路,供水量通过阀进行调节。
在真空分配器管路上安装阀门进行控制,以便在停车时,防止泵内工作液因系统的真空吸力,回流到系统。
3、调节结构
SK系列水环式真空泵是通过装在进气管在真空分配器管路上的阀门来调整真空度和气量。可按负压砂箱铸造要求的真空度调节阀门来调节真空度。
八:消失模铸造真空设备启动与停车
1、启动:
长期停车的砂在开动以前,必须用手转动数周,保证泵内没有卡住或其它损坏现象。
启动按以下顺序进行:
(1)关闭真空分配器管路上的阀门
(2)启动电动机(电机的转向必须正确)
(3)打开供水管路上的阀门,向泵内供水至符合规定要求为止。
(4)当泵达到极限真空或最大压力时,打开真空分配器管路上的阀门,泵开始正常工作。
(5)调整填料压盖,当水成滴往外滴为最佳。
(6)通过阀门来调整泵的供水量,保证泵在要求的技术条件下运转,使功率消耗最小,达到性能指标,满足工作要求。
(7)调整供给尾气处理罐和水浴罐的水量,以便用最小的耗水量,保证泵所要求的技术规范。
(8)当泵在极限压力下工作时,泵内可能由于物理作用发生爆炸时,但功率消耗并不增大,可将进气管路上的阀门打开,使之进入少量气体,爆炸声随即消失。如果爆炸声并不消失,且功率消耗增大,则表明泵已发生故障,应停车检查。
2、停车:
停车按以下顺序进行:
(1)关闭进气管上的阀门。
(2)关闭供水阀门,停止向泵内供水。
(3)关闭电动机。
(4)关闭补水阀门。
(5)如果停车时间超过一天,必须将泵及罐体内的水排空。
注意:冬季时,每次长期停车都必须排空工作液,以防冻裂设备。
六、维护
1、经常检查轴承的工作和润滑状况。
2、轴承在正常工作状态下比周围温度高15~20℃℃。最高不允许超过55~60℃,轴承每年应装油3~4次,并至少清洗一次,更换润滑油。
 关注官方微信
关注官方微信