 设为首页
设为首页 加入收藏
加入收藏 联系我们
联系我们





产品展示
泉州市晶茂真空设备有限公司
联系人:李先生
电话:18150992829
电话传真:0595-88056969
地址:福建省泉州市晋江磁灶钱坡东路205
产品分类
联系我们

|
特点:转子具有良好的几何对称性,故振动小,运转平稳,泵腔内无需用油密封和润滑,可减少油蒸气对真空系统的污染
工作方式:自润滑
冷却方式:风冷和水冷
电压:三相电
罗茨真空泵是通过一对相互作同步反向旋转的“8”字形转子实现抽气功能的,当转子和泵体形成吸气腔时,两个转子相互之间始终保持密封,从而确保排气口的气体不返流到进气口,以此实现抽气的功能。转子的反向同步旋转是通过一对安装在转子轴上的齿轮实现的。由于在泵腔里没有摩擦,罗茨泵能以每秒1500-3000转的高速运转而无须在泵腔内进行润滑,另外,要保持罗茨泵在高转速下平稳运行,要对转子进行良好的运平衡。高速旋转的转子间,转子和泵体间没有任何直接的接触。各运动部件之间均保持一定的间隙。
罗茨泵在进气口间设置了一内置溢流阀,其作用是:当进气口的压差达到一定值时,溢流阀就自动打开,排气口的部份气全通过打开的溢流阀反流到进气口,这就大大降低了高压差下罗茨泵和前级真空泵的运行负荷,同时因为打开的溢流阀有强大的泄流作用,可以确保罗茨泵和前级泵可以同时起动而不会使罗茨泵和前级真这我丢过载,并可以提高高入口压力下罗茨泵机组的抽速
二:罗茨真空泵主要用途
真空泵被广泛地应用于真空获得的各个方面, 由于该系列的罗茨真空泵具有高转速、小体积、大抽速的特点,并在1~100Pa入口压力范围内具有大抽速,特别适合于低入口压力下需要大抽速的真空系统中作为主泵或前级泵使用,被广泛应用于真空气相干燥、真空排气、真空冶炼、真空浸渍、真空热处理、真空除尘、真空输送、真空镀膜、真空冷冻、真空蒸馏和食品、化工、医药、轻纺等行业的真空蒸馏、浓缩、干燥等工艺过程中。
三:罗茨真空泵使用特点:
1、ZJP系列罗茨真空泵的最大特点是具有过载自动保护,而抽气性能与ZJ型罗茨真空泵相同,即是在较低入口压力时具有较高的抽气速率,但因为罗茨真空泵是一种干燥的间隙密封结构,要获得一定的抽气速成率和极限真空,也必须降低前级压力,减少返流,因此使用时必须有一台前级真空泵串联,且待前级真空泵抽到一定压力后罗茨真空泵再开始工作,这样才是最经济的。
2、ZJP系列罗茨真空泵前级真空泵一般为油封机械泵,但如果极限真空要求不高时,可选用其他形式的粗真空泵作为前级泵,特别在抽除含有大量水蒸汽的气体时,选用液环真空泵作为前级泵是很理想的,当然所有达到的极限真空度要低些。
>> 因转子采用高精度专用数控机床加工,并作精细平 衡校验,具备良好的几何对称性,转子啮合间隙均匀。泵体、侧盖采用专用机床加工,精度高。因此本公司罗茨真空泵运转平稳、噪声低、振小、极限真空度高。
>> 因泵的传动部件采用可靠的消隙结构,故泵可高 压差下长期工作。
>> 起动快,能在短时间内达到极限真空。
>> 因泵腔内无互相滑动的零件,无需用油润滑,避免了油蒸汽对系统的污染。
>> 安全可靠,ZJP系列本身配带旁通阀起自动保护作用。
>> 结构紧凑,占地面积小。左、右、下面三个排气口可以任选一个,方便用户安装。
四:罗茨真空泵性能参数
|
型号规格 |
ZJP30 |
ZJP70 |
ZJP150 |
ZJP300 |
ZJP600 |
ZJP1200 |
ZJP2500 |
ZJP3300 |
|
名义抽速L/S |
30 |
70 |
150 |
300 |
600 |
1200 |
2500 |
3300 |
|
极限压力pa |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
|
最大零流量压缩比 |
26 |
26 |
30 |
30 |
35 |
35 |
40 |
40 |
|
阀控压差pa |
5300 |
5300 |
5300 |
4300 |
4300 |
2700 |
2700 |
2700 |
|
电机功率KW |
1.1 |
1.1 |
2.2 |
3 |
5.5 |
7.5 |
15 |
18.5 |
|
电机转速rpm |
1420 |
2840 |
2880 |
2890 |
2900 |
2940 |
2940 |
2940 |
|
噪声Db(A) |
78 |
78 |
81 |
82 |
84 |
85 |
87 |
87 |
|
进气口直径mm |
80 |
80 |
100 |
150 |
200 |
250 |
250 |
320 |
|
排气口直径mm |
50 |
50 |
80 |
100 |
160 |
200 |
200 |
250 |
|
冷却形式 |
水冷自然风冷 |
水冷 |
||||||
注:1.抽气速率是指在配用推荐前级泵的条件下,罗茨真空泵的入口压强在6650Pa~2.66Pa范围内所测得的最大抽气速率。
2.极限压力是指在配用推荐前级泵的条件下,不带任何附加容器、泵口密封不进气,经过充分抽气后用压缩式真空计在泵进口处所测得的稳定的空气分压力的最低值。
3.上表所示的性能数据均是在配用推荐前级泵的条件下获得的,用户可根据不同情况选用不同的前级真空泵,但其主要性能指标会有所变化。
4.上表所示的重量数值是指配Y系列电机时的总重量。
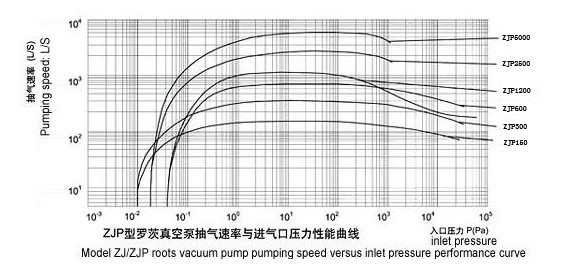
五:罗茨真空泵性能曲线
注意事项:
罗茨泵的壳体及连接管道和附件表面的温度较高,当人体接触时可能会造成伤害。一旦操作不当,泵的内部或外部传动件及驱动设备也可能对人体造成严重伤害。泵不得在拆开进气口盖或排气口盖的情况下运行。如果要对泵的运动部件进行检查或维护,务必首先完全切断和锁定控制电源设备。在操作、起吊、安装、使用及维修设备时必须严格按照正确的程序对设备进行处理。
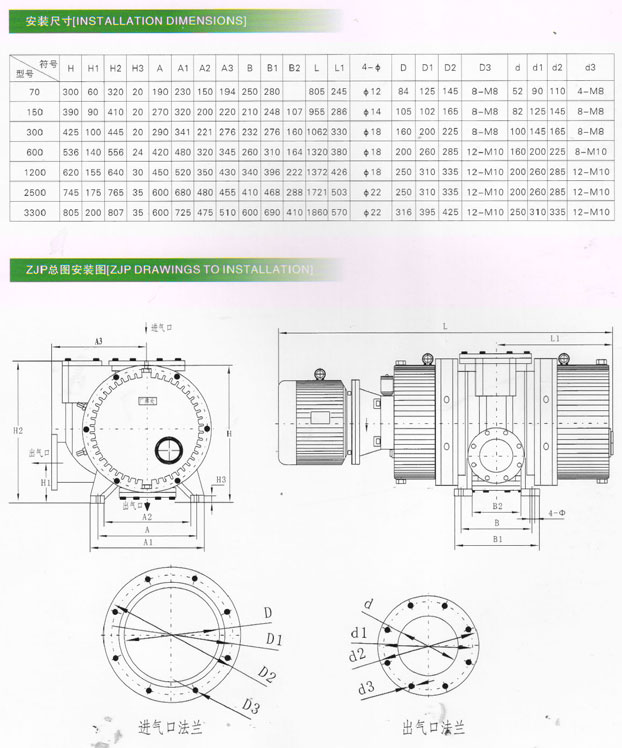
六:罗茨真空泵安装
一、罗茨真空泵安装场所:
1.罗茨真空泵应安装在明亮、少尘的建筑物内。
2.罗茨真空泵的安装环境温度为5~40℃。
3.罗茨真空泵周围须留充分的余地,便于日常检查、维护保养、拆卸装配。
二、罗茨真空泵基础工程
1.罗茨真空泵与前级泵安装在同一机架上组成机组后再安装在混凝土基础上,大型泵必须单独安装,浇灌混凝土基础。
2.根据罗茨泵的重量和地基的耐压力确定混凝土基础的受压面积和深度。
3.为了在混凝土中埋进基础螺栓,混凝土基础浇灌时必须根据地基孔位置留出充分的空穴。
4.基础表面做水平。
三、罗茨真空泵安装
罗茨真空泵必须安装在水平的基础面上,如果基础面不平整,将会影响到泵的正常工作。
1.按底脚孔位置做好木框,将基础螺栓固定在木框上,放入预留孔中,再在预留孔中浇进混凝土,放置数日,待混凝土硬化后取掉木框。
2.将罗茨真空泵放到基础上,用水平仪校正水平,不平部分用金属垫片垫实,旋紧基础螺栓,用水泥将底面缝隙补满。
四、罗茨真空泵管道安装
注意事项:在工作过程中如有焊渣及其它异物进入泵内会对罗茨泵和前级泵造成严重的损害或破坏,因此在安装前务必对管道进行严格清理。在工作过程中严禁吸入带有颗粒和粉尘的气体,所以必须配置相应的过滤装置。
1.进出气管道内无任何焊渣、杂质等异物,有足够的通气能力。
2.罗茨真空泵出口至前级泵进口的连接管道中须安装一段弹性管,以减小前级泵的振动对罗茨真空泵的影响。
3.为了缩短预抽时间,在一般的系统中,前级泵的进气口除与罗茨真空泵排气口连接以外,还需安装旁通预抽管道及阀门。
4.为了防止前级泵停止时的返油或返水(前级泵采用水环真空泵时),在前级泵的进气管道上应安装放气阀或逆止阀。
5.管道连接法兰处需用O型橡胶密封圈密封,并涂上真空考克脂,整个真空系统必须密封不漏。
6.泵的冷却水进出处应连接管道,并在进水管上装上阀门,调节水量。
五、罗茨真空泵电器设备安装
1.罗茨真空泵只能在规定的入口压力范围内工作,当前级泵停止工作时,罗茨真空泵必须同时停止工作,因此,电器设备安装必须具有互锁及必要的自动保护。
2.电动机的连接线路必须使泵的转向符合箭头所指方向。
3.小泵可直接起动,大泵须安装起动器。
特别注意:
( 1 )罗茨泵应水平安装于通风、清洁的场所。泵距离墙壁或其他物体不少于400mm ,油窗孔应易于观察。
( 2 )泵通电时应注意电机转向。
( 3 )联结罗茨泵与被抽容器的管道应经过严格检漏,并确保清洁、干燥。管道孔径应尽可能不小于罗茨泵的进气口径,长度宜短。
( 4 )罗茨泵的进、出气口法兰连接螺孔有一些盲螺孔,与螺孔连接时应注意选择长短适宜的螺栓,螺栓不宜过长,以免影响连接性能。
( 5 )电联器与泵联器之间要有3mm 的间隙。
( 6 )当被抽介质含有粉尘或颗粒状物质时,应在泵的进口处安装适宜的进气过滤器,防止粉尘或颗粒物质进入泵体损坏罗茨泵的前级泵。加装过滤器后,可能会影响泵的抽速和极限压力,加装过滤器前请咨询有关专业技术人员。
八、ZJP系列罗茨真空泵使用说明:
(1)润滑
润滑系统采用46 号机油。
(2)油位
齿轮箱侧油位应以浸没3-4个全齿高度为宜,电机侧油位应以浸没1/3-1/2 油窗高度为宜。润滑油封的油杯油位应在油杯高度的1/2 以上。
(3)启动
罗茨泵长期停用可能会造成泵由于缺乏润滑而损坏。当初次安装使用罗茨泵或泵停用一段时间后再次使用时,应先点动启动按粗一、两次,以使润滑油进入轴承内,然后再启动。
(4)停泵
停泵时,应先停罗茨泵,再停前级泵,停前级泵时,要防止前级泵的油或水进入罗茨泵油箱。
九、ZJP系列罗茨真空泵的保养与维修:
一、罗茨真空泵定期检查
1.每日检查:
a:检查油位:油量过多会使温度升高,油量过少会造成润滑不良;
b:检查温度:用温度计检查泵各部位的温度;
c:检查电动机负荷:用功率表或电流、电压表测量电动机负荷。
2.每月检查:
联轴器及垫片是否损坏或松动。
3.每三个月检查:
齿轮箱内润滑油是否变质。
4.每六个月检查:
a:前盖轴承箱内润滑油是否变质;
b:油封是否磨损;
5.每年检查:
a:轴承是否磨损;
b:活塞环及活塞环衬套是否磨损;
c:齿轮的微量磨损对转子正常运转是否产生影响,是否需要调整。
二、罗茨真空泵拆装:
在进行罗茨真空泵的拆卸和重新装配时,必须根据以下顺序进行:
1.未拆卸前,应先测量并记录转子各部分的间隙。
2.尽量避免用重锤敲击,拆下的零件不得碰伤,应妥善保管好。
3.将需要更换的零部件的更换原因和使用情况详细记载下来。
4.重新装配前必须把各零部件清洗干净,毛刺修尽。
5.无密封垫衬或密封圈的静密封面用“106”有机硅橡胶涂料均匀涂抹;用于静密封的橡胶密封件应涂上真空考克脂;ZJP型带旁通阀真空泵旁通阀上的密封圈及平面上不得涂任何油脂。
6.根据间隙一览表(表4)调整转子各部分的间隙。
7.全部装好后须进行检漏。
8.重新装配后须进行试运转和必要的性能测试,待正常后方能投入使用。
 关注官方微信
关注官方微信